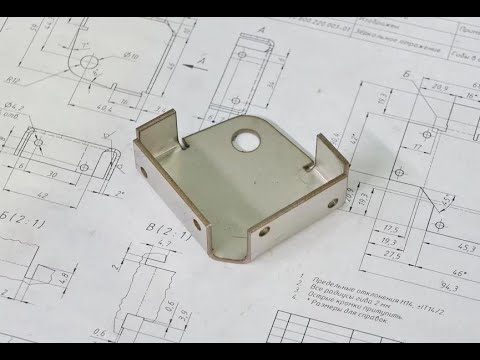
Развертка листового металла
Краткое резюме
Развертка листового металла помогает спланировать каждый сгиб и вырез так, чтобы себестоимость детали осталась минимальной, а отходы — заметно уменьшились. В статье объясняется, почему точность расчётов важнее скорости набросков, какие параметры влияют на итоговую длину пластины и как современные программы помогают выстроить выгодный раскрой. Читатель найдёт примеры реальных цифр и узнает, с чего начать расчёт заказа. Тонкая настройка развертки — это не просто формулы, а возможность сэкономить до 15% металла и отказаться от лишних переделок. С помощью грамотного расчёта длины раскроя и применения CAD/CAM-систем производитель получает чёткий план закупок и точную смету, а заказчик — прозрачную цену и качественную деталь без сюрпризов. Здесь можно найти больше информации по теме.
Почему точность важнее скорости
Даже сохранение полумиллиметра на каждом сгибе снижает расход материала: для ящика размером 200×150×100 мм экономия лишних 0,5 мм на сгибе превращается в 5–7% экономии металла и нескольких тысяч рублей при небольшом заказе. В год это может сэкономить сотни тысяч рублей на сотнях деталей.
На что обратить внимание при расчёте
Тонкости развертки зависят от трёх ключевых параметров: радиуса сгиба, толщины листа и компенсации металла при гибке (K-фактор). Вместо длинного списка действий обратите внимание на одно объединяющее правило: все измерения в формуле собираются одновременно – от размеров граней до поправок на загибы – и только после этого передаются в CAD-программу. Именно последовательная проверка каждого звена расчёта исключает ошибки и обеспечивает точный результат.
Пример вычислений
Для двух параллельных сгибов длину пластины рассчитывают так: L = A + B − 2 t + 2 r K L=A+B−2t+2rK, где A,B — длины граней, t — толщина листа, r — радиус сгиба, K — коэффициент компенсации. Если, скажем, A=200 мм, B=150 мм, t=2 мм, r=3 мм, K=0,45, итог получится 200+150–4+2,7=348,7 мм. В реальных проектах именно такой расчёт снижает разницу между теоретической и фактической деталью до сотых миллиметра.
Как технологии помогают снизить отходы
Автоматизированный nesting в CAM-системах — это не просто размещение прямоугольников, а учёт формы каждой детали и оптимизация по кривым контурам. В среднем программные алгоритмы уменьшают нелинейные обрезки на 8–12% по сравнению с ручным методом. Инвестиции в подобное ПО окупаются уже на втором-третьем заказе.
Заключение: от формулы к выгоде
Грамотная развертка — это билет в мир точных смет и сокращённых сроков. Компания «СтальПро» предлагает не шаблонные решения, а детальный расчёт раскроя по вашим размерам, с учётом особенностей производства и стремлением к максимуму экономии. Решите задачу комплексно — и вы получите деталь, которая точно соответствует чертежу и бюджету.
А вы знали, что у нас есть Telegram?
Подписывайтесь, если вы ценитель красивых фото и интересных историй!
 Канга - "легкое" китайское наказание, которого боялись больше смерти
Канга - "легкое" китайское наказание, которого боялись больше смерти
 Пропала в 13 лет, нашлась в 44: история девочки из Аризоны с неожиданным финалом
Пропала в 13 лет, нашлась в 44: история девочки из Аризоны с неожиданным финалом
 То, что осталось за кадром: 22 фото со съемок известных фильмов
То, что осталось за кадром: 22 фото со съемок известных фильмов
 Очередная порция мимимишности, которая поднимет вам настроение
Очередная порция мимимишности, которая поднимет вам настроение
 Одинаковые реквизит и одежда, которые появлялись в разных советских фильмах
Одинаковые реквизит и одежда, которые появлялись в разных советских фильмах
 15 животных, которые отказываются верить, что их не берут с собой
15 животных, которые отказываются верить, что их не берут с собой
 Анатолий Бугорский — человек, который засунул голову в работающий ускоритель частиц и выжи ...
Анатолий Бугорский — человек, который засунул голову в работающий ускоритель частиц и выжи ...
 Коты, познавшие науку сна
Коты, познавшие науку сна
 17 забавных примеров того, что значит настоящая клиентоориентированность
17 забавных примеров того, что значит настоящая клиентоориентированность
 Семья Гэлвинов: как у 6 из 12 детей развилась шизофрения, а мать делала вид, что все в пор ...
Семья Гэлвинов: как у 6 из 12 детей развилась шизофрения, а мать делала вид, что все в пор ...